
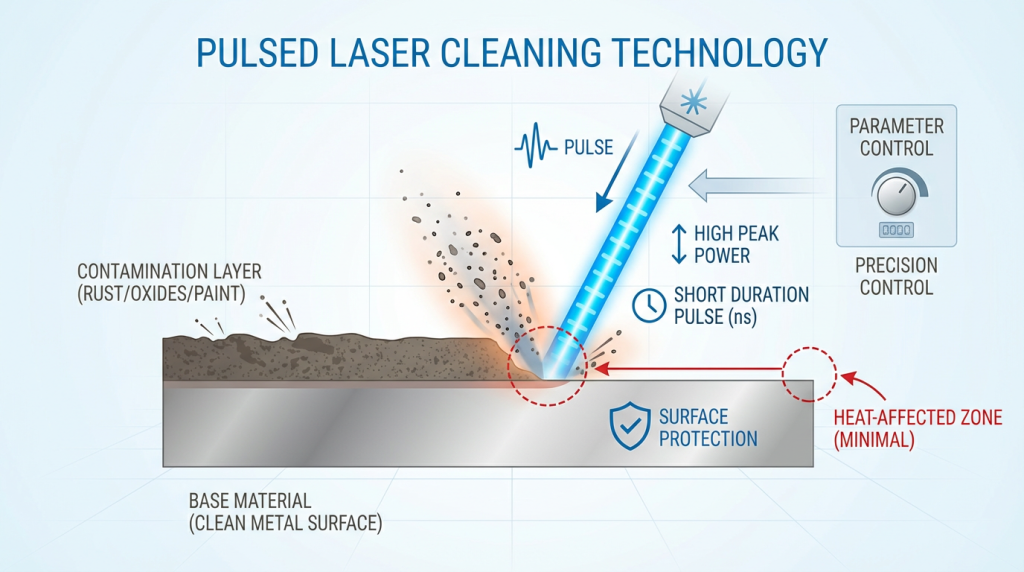
Yes, aluminum can be laser cleaned. The real challenge, however, is not simply removing contamination from the surface. It is removing oxides, oil, residue, or welding-related contamination without damaging the aluminum underneath or creating an unstable surface condition.
Compared with steel, aluminum is much more sensitive to heat input, re-oxidation, surface reactions, and reflection during laser processing. In practice, that means a surface may look clean after treatment, but still become harder to weld, bond, or finish correctly afterward. For this reason, aluminum laser cleaning should never be judged by appearance alone. The key question is whether the process leaves behind a stable, usable, and controlled surface.
This matters most in applications such as pre-weld cleaning, localized precision cleaning, thin aluminum parts, and high-value components where surface quality and consistency are critical.
Why Is Laser Cleaning Aluminum Different From Cleaning Steel?
Laser cleaning aluminum is very different from laser rust removal on steel. On steel, rust usually forms as a loose, growing layer that sits on the surface and can be removed as contamination. Aluminum behaves differently. Once exposed to air, it quickly forms a thin but dense oxide film that is tightly bonded to the base metal.
That oxide film is not just superficial dirt. It is part of the material’s surface chemistry and has to be treated accordingly.
The thermal properties also make aluminum more challenging. Aluminum melts at around 660°C, while aluminum oxide melts at over 2000°C. That difference means process control becomes extremely important, especially when the cleaned part will later be welded, bonded, or coated.
So when cleaning aluminum, the goal is not just to strip away a surface layer. It is to manage the surface carefully enough that the cleaning step improves the part’s readiness for the next process rather than making it less stable.

The Real Issue in Aluminum Laser Cleaning: Heat Input
The most important variable in aluminum laser cleaning is heat input.
Aluminum responds quickly to localized heating. If the surface temperature rises too fast, the process can trigger secondary oxidation, local overheating, texture changes, or other unwanted surface reactions. In other words, what begins as a cleaning step can turn into a surface-altering step if the thermal input is not controlled properly.
That is why cleaning performance should not be evaluated only by how much material was removed. It should also be judged by whether the cleaned surface remains consistent and suitable for downstream manufacturing.
A proper evaluation should include questions like these:
- Did unwanted re-oxidation occur?
- Is the cleaned surface more uniform than before?
- Does the part perform more consistently in welding, bonding, or coating afterward?
- Are there unexpected changes in roughness, color, or surface reactivity?
- Is the process window still stable and repeatable?
A surface that merely looks cleaner is not always a better surface.
Why Is Secondary Oxidation So Common on Aluminum?
Secondary oxidation is one of the most common problems in laser cleaning aluminum. The reason is simple: aluminum is highly sensitive to thermal buildup.
When too much energy is concentrated in one area, the local surface temperature can rise enough to form a new oxide layer during the cleaning process itself. That is why some operators assume that higher power automatically increases the risk of oxidation. That statement is only partly true. Power matters, but it is not the only factor. What really determines the outcome is the full thermal profile created by the process.
Several factors can increase the risk of re-oxidation:
- excessive energy density
- long laser dwell time
- high scan overlap
- continuous heat accumulation
- uneven local energy distribution caused by reflection or beam angle
Research on aluminum alloys has reported similar behavior. For example, after laser cleaning, the original oxide composition on the surface may change, and a new oxide layer can form depending on the material and environment. That means laser cleaning aluminum is not always just removing an old layer. In some cases, it is also reshaping the surface chemistry.
This is exactly why process control matters so much. On aluminum, laser cleaning is not simply decontamination. It is surface management.
Pulse vs. Continuous Laser Cleaning for Aluminum
In most precision applications, pulse laser cleaning is the better choice for aluminum.
This is not because pulse systems are inherently more advanced, but because they usually provide better control over thermal input. Pulse lasers deliver energy in short bursts, which helps reduce continuous heat buildup and makes it easier to keep the process within a safe operating window.
That makes pulse laser cleaning especially useful for:
- pre-weld oxide removal
- localized precision cleaning
- thin aluminum components
- appearance-sensitive parts
- high-value parts that cannot be reworked easily
For aluminum, temperature control is often more important than raw cleaning speed.
Continuous laser cleaning can still be used in some cases, but it is generally more suitable for efficiency-driven applications such as heavy rust removal on steel or large-area cleaning tasks where thermal sensitivity is less critical. On aluminum, continuous output can raise the surface temperature too easily, which increases the risk of oxidation and surface instability.
Even so, pulse laser cleaning machine is not automatically safe in every case. If the power level is too high or the parameters are poorly matched to the part, pulse cleaning can still overheat the surface. The choice of system always has to be matched to the material condition, contamination type, and process target.
Reflection Matters More Than Many Operators Expect
Aluminum is also challenging because of its reflective surface.
Although it is not a perfectly reflective material in every condition, aluminum still reflects a significant portion of incoming laser energy. That directly affects energy distribution, heating behavior, cleaning consistency, and process stability.
This becomes even more important when the surface is bright, smooth, or freshly cleaned in certain areas. Under those conditions, a perfectly perpendicular beam can increase back-reflection risk and make local heat input harder to control.
For that reason, beam angle and optical head positioning should be treated as process variables, not just operating habits. In many aluminum cleaning applications, the head should be tilted appropriately rather than aimed straight at the surface.
This applies whether the system is handheld, portable, or part of a larger automated setup. Incorrect beam angle is one of the most common reasons for uneven cleaning, unstable surface condition, and abnormal local heat-affected zones.
Why Pre-Weld Laser Cleaning Is So Important for Aluminum
One of the most valuable use cases for aluminum laser cleaning is pre-weld preparation.
Aluminum welding is highly sensitive to surface condition. Oxide layers, oil, lubricant residues, dust, and other micro-contaminants can all affect weld fusion, porosity, consistency, and overall weld quality. If these surface variables are not controlled before welding, the risk of defects goes up.
That is where laser cleaning can offer real value.
The purpose of pre-weld laser cleaning is not to make the surface look brighter. Its real value is reducing the variables that interfere with stable welding.
When the process is well controlled, pre-weld laser cleaning can help:
- reduce porosity
- reduce smoke and spatter
- improve weld consistency
- improve fusion stability
- reduce defects linked to surface contamination or oxide variation
Some case data has shown a reduction in weld porosity from 1.4% to 0.3% after laser-based surface preparation, along with lower smoke and spatter levels. The broader point is not that laser cleaning is always better in every situation, but that it can improve welding stability by reducing surface-related process noise.
Which Aluminum Applications Are Best Suited for Laser Cleaning?
Not every aluminum cleaning task should be approached in the same way. Whether laser cleaning is appropriate depends on the contamination layer, the material thickness, the required surface condition, and the downstream process.
Here are some common scenarios where laser cleaning can be effective:
1. Pre-weld treatment
Laser cleaning can help reduce welding variables, improve fusion quality, and lower the risk of porosity. The main caution is to control thermal input carefully so the process does not create a new oxide problem while trying to remove the old one.
2. Localized precision cleaning
For small target areas, laser cleaning allows accurate, non-contact treatment without affecting surrounding structures. The main risk is local heat buildup if the scan strategy is not well controlled.
3. Thin plates and heat-sensitive parts
Because laser cleaning is non-contact, it can reduce mechanical damage compared with abrasive methods. However, the process window must be tightly controlled to avoid thermal distortion, stress, or surface change.
4. Appearance-sensitive or high-value parts
Laser cleaning can support consistent surface preparation with less physical contact. These parts usually have very little tolerance for rework, so roughness, texture, and uniformity must be carefully managed.
5. High-reflection surfaces
Laser cleaning can still work on reflective aluminum parts, but the beam angle, energy distribution, and process stability need much closer attention.
6. Surface preparation before bonding or coating
Laser cleaning can help optimize surface energy and improve adhesion. To achieve that benefit, the cleaned surface must remain uniform and free of micro-contaminants after treatment.

Common Mistakes in Aluminum Laser Cleaning
Many aluminum cleaning problems come from using the wrong logic rather than the wrong machine.
Focusing on power instead of surface condition
High output does not automatically mean better cleaning quality. On aluminum, too much energy can damage the surface or make it less stable for later processing.
Chasing speed instead of controlling heat buildup
Fast removal is not always the best result. A process that looks efficient may still create hidden surface problems if heat accumulates too quickly.
Assuming continuous output is always more effective
Continuous laser cleaning has its place, but it is not automatically the best approach for aluminum, especially in precision applications.
Judging the result by brightness alone
A brighter surface is not necessarily a better engineering surface. Welding, bonding, and coating performance matter more than appearance.
Treating reflection and beam angle as secondary issues
On aluminum, reflection behavior and incident angle directly affect cleaning consistency and thermal control. They should be treated as part of the process design.
The right starting point is always to identify the actual surface layer, clarify the process goal, and then choose the equipment route and parameter strategy accordingly. Aluminum usually does not respond well to an overly aggressive, one-size-fits-all cleaning approach.
Conclusion
Yes, aluminum can be laser cleaned. But the real challenge is not simply removing contamination. It is doing so without creating a surface that is thermally damaged, chemically unstable, or less suitable for the next manufacturing step.
For critical aluminum applications, the priority should not be aggressive cleaning power. It should be process control. That includes managing heat input, surface reaction, reflection, beam angle, and parameter stability as a complete system.
If the job involves pre-weld preparation, oxide layer removal, localized precision cleaning, thin material, or highly reflective aluminum parts, power alone is never enough to judge the right solution. A better approach is to evaluate the material state, contamination type, surface requirement, and production target first, then define the process window based on testing.
In many cases, sample validation and surface evaluation are more valuable than simply choosing a higher-power machine.